 Skip to content
Skip to content 

TTQ Co. Ltd.
Cashew Processing Unit | Ultra Modern Cashew Processing Plant | Profitable Cashew Processing
There are a number of things to consider when purchasing a cashew processing unit. These include the raw material that the unit will be processing and the profit margin. Another consideration is the amount of labor that will be required to run the unit. Also, the type of maintenance that will need to be performed on the unit is also a consideration.
Setting-up a modern cashew processing unit can be a challenging task. Hence, it is important to know the factors that have to be considered before starting the project. These factors include the market, the product, the production capacity, the cost of setting-up the unit, and the location of the unit.
Service One
Service Two
Ideal Cashew Processing Process
Goals of the cashew nut processing unit
The first step in processing raw cashew nuts is to dry and store them so that they can be used all year long. In the next steps, you will do different things to get the cashew kernel out of its shell. The cashew kernel is the last product that people can eat.
This difficult process adds a lot of value to the raw cashew nut. The goals of processing raw cashew nuts are to:
- Taking out as many kernels as possible from the raw cashew nut.
- Keeping the cashews’ distinctive light ivory color and making sure the kernels don’t break.
- Keeping the taste of the kernels as it is. Note that cashew kernels that taste good on their own do not have any off flavors from chlorophenol.
- Making sure kernels meet international standards for food safety.
When these goals are met, cashew kernels of high quality can be bought at prices that are competitive.
Checking the quality of the raw cashew nuts.
Importance of KOR Out-turn Ratio and Nut Count of Raw Cashew Nuts.
Several things affect how good cashews are. It can be checked all along the supply chain and during marketing. But there are two main things that are often used to figure out how good cashews are.
First, you can see how much water is in the nuts. The out-turn is another important thing that helps control the quality of cashews. Out-turn is the number of kernels that can be taken out of one kilogram of raw cashew nuts that are still in their shells. This number is important because the price of the nut is based on it.
Most of the time, cashews are sold based on KOR. Kernel Out-turn Ratio is what KOR is short for. Most of the time, a KOR of 48 to 55 is good enough for export.
As the cashew nut market grows, it is very important to keep an eye on the quality of raw cashews. You need skills to do this. There are a lot of tools that can be used to figure out how good the raw cashews are.
The Moisture detector is one of the best ways to find out how good the nuts are. Cashews with a moisture level of less than 12% will be good for storing and exporting.




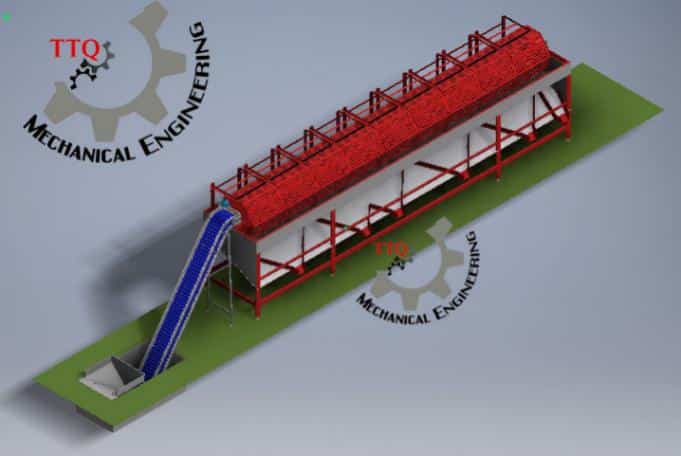
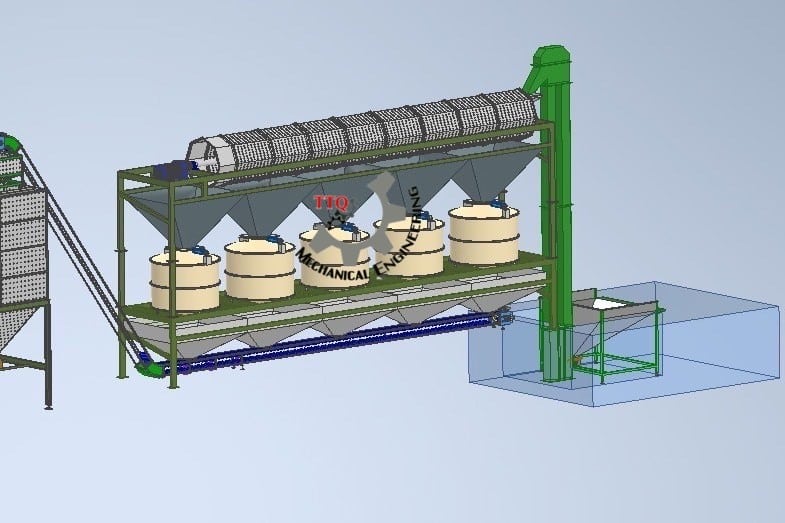
Raw cashew nuts Size Sorting Grader Machine.
First step of grading raw cashew nuts into different sizes.
Cashews have different sizes and each of them have to be graded before the nut is sold. The purpose of this step is to provide a uniform size and quality. This process requires high automation and helps to increase production. Therefore, a good quality cashew sorting machine is essential to ensure smoothness in the Cashew processing process.
A Raw cashew nut size sorting machine is used to separate and sort the raw cashew nuts before they are shelled. The machine works by allowing the raw cashew kernel to pass through different holes on a screen. When the nut passes through the screen, it falls into a hole of the appropriate size. It is important that the screen has perforations shaped to match the size of the nut. As a result, the size of the raw cashew kernel will be adjusted to the correct size.
a) Calibration of nuts: Calibration is the process of putting nuts into groups of different sizes based on how big raw cashew nuts are. 18 mm, 20 mm, 22 mm, 24 mm, and more than 24 mm are common sizes. The nuts are first measured, and then they are put in jute bags by size. When using a machine to shell nuts, it is especially important to calibrate the nuts so that the cutting blades are set up correctly. Processing nuts of the same size during the shelling process makes it easier to sort kernels by size and reduces the number of broken nuts.
b) Warehousing: This means storing the raw cashew nuts that have been bought so that they can be processed throughout the year. During the three to four-month cashew season every year, processors must get their raw cashew nuts. When nuts are stored in the right way, bugs and other harmful organisms can’t hurt them. It keeps the nuts’ quality the same all year long.
The dried, measured nuts are put in jute bags with a standard net weight of 80 kg per bag. They are stacked on pallets to keep them from touching the floor and absorbing moisture from the floor. The stacks are put one meter from the walls and two to five meters from the roof of the warehouse to the top of the stacks. This keeps the raw cashew nuts from getting too hot and burning. When the stacks are set up right, it is easy to see and count the bags, which makes it easier to keep track of the stock throughout the year. The warehouse should have good air flow and fire extinguishers to keep the humidity down.

Raw cashew nuts Steaming Cooking Machine.
Cooking with boiler steam eases the release of the kernel from the nut.
Heat makes it easier to get the kernel out of the shell. There are three ways to heat treat something: by steaming, roasting in a drum, or roasting in an oil bath. The most common way to heat treat raw cashew nuts is to steam them. This is most used system today in cashew processing. Steam wood fired or biomass boiler’s are used to generate steam for this purpose. Raw cashew nuts are steamed in a boiler to make the shells hard and easy to break. After the nuts have been steamed, they are either spread out on a clean surface so they can cool down completely or stored in trolleys or the vertical silo’s for period of 15/16 hours.

Cashew Shelling | Cashew Cutting
De-Shelling is the most important process to decide the scale fo your operations.
De-shelling means taking the kernels out of the shells of raw cashew nuts. The goal of de-shelling is to get as many whole kernels as possible and to get them ready to be peeled easily. The most important step in processing raw cashew nuts is taking off the shells. To keep kernels from breaking, you need to be very careful and precise.
Taking the shell off: The raw cashew nuts are cracked or cut to get the kernels out of the shell. This is done by cutting the shells open with automatic cashew nut shelling machines which do everything on their own. These cashew cutting cutting lines are integrated with scooping/shell separation from the kernels. Machines can’t fully separate the kernels from the shells right now, 3-5% of the kernel and the shell have to be separated by hand.<br?
Workers can avoid getting blisters or skin burns from the CNSL in raw cashew nut shells by rubbing their hands with vegetable oils (coconut oil, castor seed oil, linseed oil, flax seed oil) or ashes. Putting on rubber gloves while shelling is another way to protect yourself.
When the kernels are separated, they are put into three groups: 1) whole kernels 2) broken kernels and 3) rejects. To get the final cashew kernel, the whole and broken kernels go through more steps. The rejected kernels go through a process of revision to get kernels that can be used to make high-quality kernels. We recommend separate cutters to handle the uncut nuts left from first shelling process.
Dryer | Humidification
Dryer rooms and humidification is a critical step in helping the skin (testa) of the kernel.
Dryer rooms also called as borma are used to dry the cashew kernels after the shelling process. Cashew Kernels are collected in trays which are then mounted on trolleys. These trolleys are kept inside the dryer room and steam from the boiler passes through the heat transfer coil. Air blower is used to circulate hot air evenly through the room and impact each kernel. Alternatively electric heater’s can be used too, if there is lack of steam. Normally cashew kernel’s take up to 10/12 hours to reach the optimum drying level.
Dryer process is followed by humidification. Where the moisture is re-added to loosen the skin of the kernels and increasing the effectiveness of the peeling process. Humidification helps to keep the broken percentage lower. Humidification rooms are built similar to dryer rooms, but include a moisture generation unit.
In a nutshell, drying and humidifying the kernels makes it much simpler to remove the testa without shattering the kernels. The kernels are first heated (to dry them), then humidified, and finally heated one again. The intense adhesive force between the testa layer and the kernel is broken as a result of the contraction and expansion that occurs during these processes. When the kernels are dried out, the amount of moisture they contain decreases, which causes the testa to compress. On the other hand, when the kernels are humidified, the amount of moisture they contain increases, which results in the testa expanding.
Cashew Nut Peeling Process
Process of removing skin of the cashew nut kernels is the peeling process.
The process of peeling involves removing the testa that is attached to the kernel. In most factories, manual peeling is done in addition to the usage of peeling equipment. Friction and air pressure are the two primary methods that peeling machines utilize to separate the testa from the kernel. However, the testa is not completely removed from the kernels when they are peeled by machinery. Therefore, mechanical peeling is frequently paired with hand peeling so that the testa can be completely removed. The intrinsic peelability of the kernels and the effectiveness of the thermal shock treatment are two factors that have a significant impact on the success of mechanized peelers. To remove the testa using the approach that relies solely on manual labor, tiny knives are required.
When compared to manual peeling, the percentage of fractured kernels produced by mechanical peeling is significantly higher. In the entire cashew processing, most kernel breakage happens during peeling process especially when the size of the kernel is higher. So it is imperative to have a good drying and humidification process to keep the broken percentage lower.
Cashew Nut Kernel Grading
The kernels are sorted into different categories according to their color, shape, and size during the grading process.
Grading of cashew nuts is now done via various methods.
- Manual Grading – Small factories will use manual grading. It requires high level of expertise and qualified staff to achieve. Today even in bigger factories, certain percentage of grading is done manually.
- Mechanical Grading – Mechanical grading is done based only on size. This is most reliable grading system used in most factories today.
- Grading using Color Sorter – More and more factories these days are using Color Sorters are their prices are dropping and their efficiency grows. Yet, due to their high costs, they remain out of reach of most processors.
- Electro-Mechanical Grading – These sophisticated grading system can grade based on shape, size and color at same time. Their main drawback is lower capacity. This system continues to evolve.
| Grading Factor | Grading Classificaation |
|---|---|
| Color | White (W); Scorched (S); Dessert (D) |
| Shape | Whole (W); Broken kernels |
| Size |
Whole: 140 – 500 Broken kernels: e.g. splits (S), butts (B), pieces (P) and baby bits (BB) |
Fumigation / UV / X-Ray
Prior to their final packaging, kernels are subjected to fumigation in order to protect them from being infested by arthropod pests and harmful organisms.
A fumigation room for cashew nuts is a facility used to treat large quantities of nuts at a time. This method is highly effective can perform this treatment with minimum risk. The process of treating nuts is mostly manual and involves several steps. Once the fumigation is complete, the nuts are ready for packing. They are passed through a cleaning line where dead insects and other foreign particles are removed. Finally, they are packed in an atmosphere-controlled environment, and the ambient air is replaced with nitrogen or CO2 gasses.
There are new Control Atmosphere techniques that use Nitrogen to control low Oxygen concentration in a gastight chamber in combination with controlling temperature and as an optional method of controlling humidity. This is a complete organic process that has been used all over the world as an alternative to chemical fumigation (phosphine). This method of fumigation is non-toxic, safe and friendly for both humans and the environment, leaves no residue, and reduces the number of beetles that remain in products after the process is complete.
Maximum sensitivity is provided by X-ray inspection systems for the detection of foreign substances and other quality features such as the detection of missing or damaged products. Unwanted impurities in the product, such as metal, stone, ceramic, glass, or plastic with a high density, can be recognized and automatically sorted out by the system.
| Grading Factor | Grading Classificaation |
|---|---|
| Color | White (W); Scorched (S); Dessert (D) |
| Shape | Whole (W); Broken kernels |
| Size |
Whole: 140 – 500 Broken kernels: e.g. splits (S), butts (B), pieces (P) and baby bits (BB) |
Cashew Nut Vacuum Packing Machine
Vacuum packaging is the safest and most effective way to pack and store cashew kernels.
In order to increase the shelf life of the kernels, the process of vacuum packing requires flushing them with a mixture of carbon dioxide and nitrogen. When packing cashew, two different types of plastic bags that were made with cashew in mind are utilized: the 25-pound and the 50-pound bags. However, Gulf countries choose tin packing over other types.

